موضوع خوردگی و حفاظت کاتدی از جمله مسائل بسیار مهم در مبدل حرارتی است که میتواند مسائل مالی و عملکردی فرایند را تحت الشعاع قرار دهد. خوردگی در مبدل های پوسته و لوله با احتساب ضخامت مناسب طراحی در دیواره تیوب ها به مقداری که استانداردهای ساخت مجاز اعلام کرده اند، قابل قبول است . اما میزان مجاز خوردگی در مبدل های حرارتی صفحه ای به علت ضخامت کم صفحات باید بسیار کم باشد و در نتیجه، وجود خوردگی قابل قبول نیست . از نظر نوع فرایند شیمیایی، خوردگی یک فرایند الکترو شیمیایی است و در آن ، فلز به حالت اکسید اهن یا زنگ بر می گردد. خوردگی طبق قانون حاکم بر عناصر شیمیایی که توسط طبیعت دیکته شده،صورت می گیرد اما موضوع اصلی، فقط سرعت انجام است. در مبدل های حرارتی صفحه ای برای نمونه می توان به حمله یونی کلراید به استنلس استیل و حمله یون فلوراید به تیتانیوم و حمله آمونیاک به مس در یک مبدل حرارتی صفحه ای brazed مسی اشاره کرد . دو روش اصلی وجود دارد یکی از این روش ها استفاده از فلزات مقاوم به خوردگی است و روش دیگر جداسازی و ایزوله کردن فلز از محیط خورنده است . بهطورکلی برای کنترل خوردگی چهار روش اصلی وجود دارند که رایج ترین آنها استفاده از فلزات مقاوم به خوردگی و نیز روشهای جداسازی و ایزوله کردن فلز از محیط خورنده است که عبارتند از:
جایگزین کردن یک آلیاژ یا یک فلز که دارای مقاومت بیشتری در برابر خوردگی است، با قطعه یا مقطعی که در معرض خوردگی قرار دارد؛ ·
خالصسازی و تصفیهی سیال عامل خوردگی تا حدی که قابلیت خورندگی آن کمتر شود؛ ·
استفاده از پوشش بهمنظور جداسازی و جلوگیری از تماس مستقیم سیال عامل خوردگی با سطوح مستعد خوردگی؛
حفاظت کاتدی
روشهای مذکور بههیچوجه روشهای انحصاری نبوده و میتوان دو یا ترکیبی از آنها را همزمان به کار گرفت. به طور معمول، بهتر است از ترکیب دو یا چند روش از روشهای مذکور استفاده شود تا نتیجه بهتری نسبت به استفاده از تنها یکی از روشهای فوق حاصل گردد. یکی از روشهای رایج، استفاده از روش حفاظت کاتدی ( شامل استفاده از پوشش کاتدی ) در مورد خطوط لوله اشاره کرد. استفاده از پوشش برای حفاظت سمت آب (سطوح در تماس با آب خنککننده) در کندانسورها و مبدل های حرارتی، طبق استاندارد بههیچعنوان قابل قبول نیست.
همانطور که میدانیم هر عایق الکتریکی خوب همچنین یک عایق حرارتی خوب نیز میباشد و بنابراین در صورت به کارگیری پوشش در این مورد خاص کاهش توان انتقال حرارت به نقض هدف اصلی از طرح مبدل حرارتی میانجامد. در برخی موارد که از یک سیستم بسته آب خنککننده بهرهبرداری میکنیم، تصفیه سیال عامل خوردگی در مبدل های حرارتی و کندانسورها عملی است، اما در سیستمهای باز که فقط یکبار از آب استفاده میشود حجم سیال جابه جا شونده بیش از حدی است که بتوان آن را با هزینه معقول و مناسب تصفیه نمود.
معمولترین روش برای مقابله با خوردگی تیوب های کندانسور استفاده از فلزات و آلیاژهایی است که مقاومت بهتری را در برابر خوردگی از خود نشان میدهند. در اغلب موارد و حداقل در مورد تیوبها، به کارگیری این روش نتایج مطلوبی به همراه داشته است. خیلی از براس (برنج)ها و برنزهایی که به کار گرفتهشدهاند بهطور استثنایی خود را با سرویس تطبیق دادهاند چرا که قابلیت هدایت حرارتی خوبی دارند. البته شایانذکر است که قابلیت هدایت حرارتی هیچیک از آلیاژهایی که برای این منظور به کار گفتهشدهاند آن قدر پایین نبوده که ایجاد مشکل نماید.
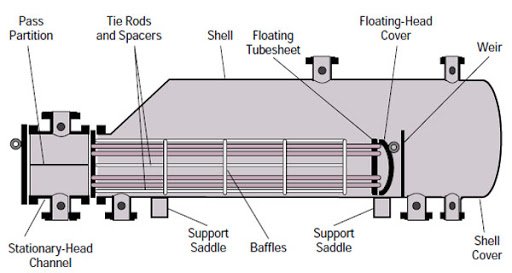
اما مشکلی که صنعتگران اغلب با آن مواجه شدهاند خوردگی گالوانیک (دوفلزی) است. هرکجا که جنس تیوبها از فولادی آلیاژی و جنس پوسته، چانل و تیوب شیتها از فولاد معمولی (کربن استیل) باشد با مشکل خوردگی گالوانیک مواجه خواهیم شد. در اینگونه موارد تیوبها بهطور ثابت کاتد خواهند بود و سالم میمانند ولی بخشهای فولادی (فولاد معمولی) آند بوده و کلیه حملات خوردگی متوجه آنهاست. تجربه نشان داده که تیوب شیتها که نزدیکترین قطعات به تیوبها میباشند اغلب بیش از دیگر قطعات دچار خوردگی میشوند. جایگزینی آلیاژهای مقاوم بهجای فولاد معمولی در ساخت تیوب شیتها باعث میشود تا حملات خوردگی متوجه پوسته مبدل گردد. در چنین حالتی چون نسبت سطح آند به کاتد کاهش مییابد خوردگی شدیدتر میشود. البته با نصب کردن آندهای منیزیمی در چانل (جعبه آب) میتوان با این مشکل بهطور موفقیتآمیزی مقابله نمود.
در حالتی که تمام اجزاء مبدل حرارتی از جمله تیوبها از جنس فولاد معمولی ساختهشده باشند، با قرار دادن آندهای منیزیمی تنها میتوان بخش انتهایی تیوبها را حفاظت کرد (بخشی که در تیوب شیت قرار میگیرد). این حفاظت حداکثر در طولی بهاندازهی ۲ تا ۳ برابر قطر تیوب شیت انجام میشود. بنابراین در چنین حالتی حفاظت کاتدی بهتنهایی روش رضایت بخشی نخواهد بود. و بهتر است همزمان با استفاده از حفاظت کاتدی، تیوبها از آلیاژ مناسبی ساخته شوند که اختلافپتانسیل بین جنس و فولاد معمولی (جنس بدنه) در جدول سریهای گالوانیک در کمترین حد ممکن باشد. آندهای منیزیمی به شکل میلههای رزوهدار (با نام تجاری Galvo-Rod) را میتوان در قسمت چانل (جعبه آب) مبدل حرارتی و در مکانی مناسب نصب نمود.
مکان مناسب آند باید چنان انتخاب شود که حتیالامکان توزیع جریان حفاظتی به تمام سطوحی که نیازمند حفاظت هستند یکنواخت باشد. میلههای آندی مشابه همچنین میتوانند در داخل پوسته ی مبدل قرار گیرند. برای این کار میلههای آندی رزوه دار در داخل یک بوشن (کوپلینگ) که بر روی پوسته جوش دادهشده پیچانده و به داخل پوسته هدایت میشوند. البته در این روش هیچ امکانی برای کنترل و اندازهگیری جریان حفاظتی و محاسبه میزان حفاظت حاصله وجود ندارد و دوام مورد انتظار آند باید تخمین زده شود. البته هیچ مشکل قابل توجهی به وجود نخواهد آمد، چرا که تجهیزاتی از این نوع (مبدلهای حرارتی) معمولاً بهمنظور بازرسی در فواصل زمانی منظم و تحت هر شرایطی از سرویس خارج و باز میشوند. بر اساس یک تخمین سرانگشتی به هر فوت مربع از سطح فلزی که در معرض خوردگی قرار داد (غیر از تیوبها) باید ۱۰ میلیآمپر جریان برسد، مقداری که ممکن است بعدها بر اساس تجربه تغییر کند.
میزان جریان خروجی از هر آند بیشتر به قابلیت هدایت الکتریکی آب بستگی دارد. که آن را نیز به نوبه خود پس از انجام آنالیز شیمیایی میتوان با تعیین میزان کل ذرات جامد محلول (TDS) تخمین زد و از آنجا که این اطلاعات به سادگی قابل دسترسی هستند این روش ساده ترین روش تخمین میباشد. برای مثال اگر از یک میله منیزیمی ۳۱۵/۱ اینچی استفاده کنیم میزان جریان خروجی را به طور تخمینی میتوان از رابطهی زیر به دست آورد و سپس میتوان دوام تقریبی آند را تخمین زد و مبدل حرارتی باید پس از سپری شدن نصف عمر تخمین زدهشده برای آند، به منظور بازرسی از سرویس خارج گردیده و باز شود (مگر آنکه طبق برنامه برای تعمیرات اساسی زمانبندیشده زودتر از این زمان باز شود) و میزان مصرف (از دست رفت) آند توسط بازرسی چشمی یا وزن کردن تعیین گردد. و این بار تخمین دقیقتر و به واقعیت نزدیکتر خواهد بود.
در سالیان اخیر استفاده از آندهای قالبی که به وسیله ی پیچ و مهره به صفحات مسطح فولادی بسته میشوند معمول شده است. در این حالت برای جلوگیری از برقراری جریان الکتریکی بیشازحد به سطح دقیقا مجاور اند و از دست رفت بیش از حد آند به واسطهی برقراری این جریان، یک صفحهی لاستیکی در زیر آند قرار داده میشود (بین آند و بستر آن). در مواردی چون آب دریا که مقاومت الکتریکی آب پایین است معقولترین کار این است که میزان جریان خروجی از سطح اند را محدود نماییم، برای این منظور اغلب از واشرهایی که عایق الکتریکی میباشند در زیر مهرهی نگهدارنده ی آند بر روی سطح فولادی استفاده میشود و بدینوسیله با کاهش میزان جریان الکتریکی خروجی از آند دوام آن و طول مدت حفاظت سطوح فولادی بیشتر میشود.